

- 电力辅机产品
- 树脂除氧器
- 真空电化学除氧器
- 解析除氧器
- 反冲洗滤水器
- 手动滤水器
- 电动滤水器
- 全自动滤水器
- 锅炉取样冷却器
- 射水抽气器
- 汽液两相流疏水器
- 热力除氧器
- 真空除氧器
- 二次滤网
- 管式冷油器
- 冷油器
- 中央空调胶球清洗装置
- 冷凝器胶球自动在线清洗装置
- 凝汽器胶球清洗装置
- 胶球清洗装置
- 旋膜除氧器
- 鹤管
- 汽车鹤管
- 火车鹤管
- 底部装卸鹤管
- 顶部装车鹤管
- 顶部卸车鹤管
- 底部卸车鹤管
- 液氨鹤管
- 下装鹤管
- 液化气鹤管
- LNG低温鹤管
- 密闭装车鹤管
- 装车鹤管
- 鹤管型号选择
- 鹤管(陆用流体装卸臂)
- 活动梯
- 活动梯
- 活动梯
- 折叠式活动梯
- 活动梯、钢结构栈桥
- 浮盘
- 内浮盘设计规范/标准
- 标准件系列
- 不锈钢内浮盘
- 组装式内浮盘
- 旋转接头
- 密封圈
- 快速接头
- 旋转接头
- 钢制栈桥(发油台)
- 组装式钢栈桥(发油台)
- 紧急拉断阀
- 紧急拉断阀
- 自动化相关产品
- 人体静电释放仪
高标准汽轮机企业必须达到的基本要求,包括环保要求、硬件设施要求等,今天针对汽轮机发电厂胶球清洗装置对于凝汽器入口管道改造二次滤网方案措施进行介绍。
安全措施
1、办理热机工作票,许可后方可开始检修工作。
2、确认凝汽器进、出口电动门关闭并停电,并挂上“禁止合闸,有人工作”警示牌。
技术措施
1、现场施工人员熟知施工方案。
2、现场装设2台临时排污泵将管道内存水排净。
3、现场专人监护施工工作。
4、工作中发现的问题,应与现场监督人员讨论解决并做详细记录。
5、割除管段规范放置。
工期控制
计划4个工作日(即96小时)完成凝汽器A、B侧入口管道加装二次滤网工作。
人员安排
1、二次滤网厂家派3名安装人员开展二次滤网安装工作。
2、项目公司安排机务检修工1名配合安装工作。
3、项目公司电气检修负责对二次滤网电气控制柜及电源线安装工作。
4、安装完毕后由二次滤网厂家技术人员进行调试,汽机运行人员配合。
工器具(项目公司提供)
序号 工器具名称 数量 序号 工器具名称 数量
1 氧 气 2套 7 磨光机 2把
2 电焊机 2套 8 梅花扳手22-24、27-30、30-32 各1把
3 活口300mm 2把 9 叉口扳手22-24、27-30、30-32 各1把
4 手 锤 1把 10 线盘 1套
5 0.5米撬杠 2根 11 照明灯 2处
6 吊带2t 2根 12 排污泵 2台
材料清单
序号 规格型号 单位 数量 备注
1 全自动二次滤网 XEW-600 台 2
2 平焊法兰 DN600、PN1.6 片 4
3 平焊法兰 片 2
4 双头螺栓 M16×110mm、8.8级 套 8
5 螺栓M20×90mm、8.8级 套 80
6 金属缠绕垫 DN600 A型 个 4
7 金属缠绕垫 DN100 A型 个 2
8 差压开关 只 2
9 电动蝶阀 D71X-10、DN100 台 2
10 电源线 7芯(阀门配套用) 米 30
11 电源线 三相四线(减速机配套用) 米 30
12 电源线 两相(差压开关用) 米 30
13 方钢 300×200mm 米 2
凝汽器在线单侧隔离措施(以A侧凝汽器入口管道加装二次滤网为例)
1、降低机组负荷至9.3MW稳定运行,凝汽器真空控制-85KPa以上。
2、关闭凝汽器A侧汽侧抽空气门。
3、关闭凝汽器A侧入口电动门(停电挂警示牌)。
4、关闭凝汽器A侧出口电动门(停电挂警示牌)。
5、开启凝汽器A侧水室顶部空气门。
6、开启凝汽器A侧水室底部放水门。
7、开启凝汽器A侧入口管道放水门。
8、待凝汽器入口管道无存水后方可开展检修工作。
注意事项:凝汽器隔离后进、出口阀门存在内漏现象,需利用临时排污泵连续将管道内漏水量排出,重点监视。
安装工序
1、准备工作
1)工器具运至现场并接好电源线、安装充足照明。
2)对备品备件送至指定地点。
2、安装工序
1)将胶球清洗装置系统出口阀门至凝汽器入口管段割除。
2)将胶球泵入口母管割除进行移位。
3)在凝汽器入口管道弯头(安装二次滤网下部弯头位置)底部各增加支撑(方钢300×200mm、2米)。
4)将凝汽器入口管道膨胀节割除,上移0.18米。
5)在凝汽器入口膨胀节底部0.1米处对管段进行割除,割除高度1.3米。
6)加装二次滤网入口法兰,打磨清理后进行焊接工作。
7)利用行车将二次滤网放至割除管段处,加装缠绕垫紧固螺栓。
8)将二次滤网的出水口法兰与凝汽器管道修复焊接,加装法兰垫片、紧固螺栓。
9)对凝汽器膨胀节焊接。
10)将胶球清洗装置系统出口管道与凝汽器入口连接管道位置上移2.3米,与凝汽器入口法兰上部0.15米处对接。
4、二次滤网控制柜安装位置
控制柜安装在胶球清洗装置系统控制柜北侧,平行放置,总电源从胶球清洗装置系统控制柜中引出。
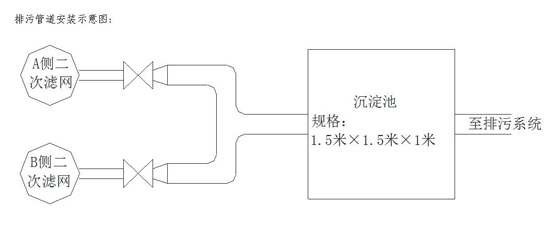
5、排污管安装位置
在汽机房北侧事故油池西侧设立一沉淀池(长1.5米×宽1.5米×高1米),二次滤网自动排污管道引至汽机房北侧沉淀池,沉淀池溢流管引至厂区雨水管道,需重新挖管道沟破地面、建设一沉淀池,排污管道PE管DN200,此项工作自主完成。(详见示意图)
二次滤网排污时间可以根据运行情况现场设置,定时排污根据循环水清洁度设计定时排污时间。
 809827864
809827864